Многофункциональность станка, высокие точность и скорость обработки позволяют использовать его для изготовления высокоточных и сложнопрофильных деталей на предприятиях различных отраслей промышленности с применением современного инструмента. Наклонная станина обеспечивает свободный сход стружки и удобный доступ к обрабатываемой детали.
В шпиндельных бабках применены встраиваемые мощные двигатели (оси C/S) фирмы Siemens, которые позволяют получить высокую производительность при черновом точении, отличное качество поверхности при чистовом точении.
В приводах подач применены высокодинамичные серводвигатели (фирмы Siemens), не требующие технического обслуживания, с высокоточными датчиками, шариковые винтовые передачи с предварительной растяжкой, что обеспечивает высокое быстродействие и точность перемещений по осям.
На валах электродвигателей установлены предохранительные муфты фирмы MAYR.

НАЗНАЧЕНИЕ
Станок токарный многоцелевой предназначен
для комплексной токарной обработки деталей
(тел вращения) с выполнением фрезерных, зубообрабатывающих, сверлильно-расточных операций.
Станок обеспечивает последовательную двухстороннюю обработку с автоматической передачей детали из патрона в патрон двух шпиндельных бабок.
Станок токарный многоцелевой предназначен
для комплексной токарной обработки деталей
(тел вращения) с выполнением фрезерных, зубообрабатывающих, сверлильно-расточных операций.
Станок обеспечивает последовательную двухстороннюю обработку с автоматической передачей детали из патрона в патрон двух шпиндельных бабок.




Наличие B-оси обеспечивает возможность эффективной обработки прессформ и штампов.
Обработка заготовки и фрезерование зубчатых колес производится за одну установку благодаря наличию оси С.
Подача СОЖ высокого давления через инструмент.
Контактная головка используется для контроля параметров обработки в автоматическом режиме.
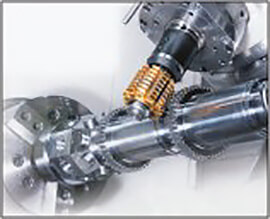
Используя один инструмент можно нарезать резьбу
с высокой скоростью без предварительной обработки отверстия и снятия фаски.
с высокой скоростью без предварительной обработки отверстия и снятия фаски.
Для получения более точного перемещения по координатам применена закрытая система измерения линейных размеров с шагом измерения 0,0001 мм.
Для сохранения точности в течение длительного времени эксплуатации и жесткой системы СПИД применены роликовые направляющие качения.
В станке применена токарно-сверлильно-фрезерная головка DUPLOMATIC, несущая вращающийся инструментальный шпиндель или инструментальный блок для установки невращающегося инструмента или датчика контакта, используемого для автоматического измерения детали.
Станок может быть дополнительно оснащен нижним суппортом с револьверной головкой на 8 неподвижных инструментов.
Наличие СОЖ высокого давления с подачей через инструмент позволяет выполнять глубокое сверление вращающимся инструментом, получать высокое качество и производительность при расточке, увеличивать срок службы инструмента.
Цифровое УЧПУ Sinumerik 840D в комплекте с цифровыми приводами Simodrive 611D и высокодинамичными серводвигателями типа 1FК7, не требующими технического обслуживания, обеспечивают отличные динамические характеристики станка, высокую точность обработки и имеют большую надежность.
Для сохранения точности в течение длительного времени эксплуатации и жесткой системы СПИД применены роликовые направляющие качения.
В станке применена токарно-сверлильно-фрезерная головка DUPLOMATIC, несущая вращающийся инструментальный шпиндель или инструментальный блок для установки невращающегося инструмента или датчика контакта, используемого для автоматического измерения детали.
Станок может быть дополнительно оснащен нижним суппортом с револьверной головкой на 8 неподвижных инструментов.
Наличие СОЖ высокого давления с подачей через инструмент позволяет выполнять глубокое сверление вращающимся инструментом, получать высокое качество и производительность при расточке, увеличивать срок службы инструмента.
Цифровое УЧПУ Sinumerik 840D в комплекте с цифровыми приводами Simodrive 611D и высокодинамичными серводвигателями типа 1FК7, не требующими технического обслуживания, обеспечивают отличные динамические характеристики станка, высокую точность обработки и имеют большую надежность.
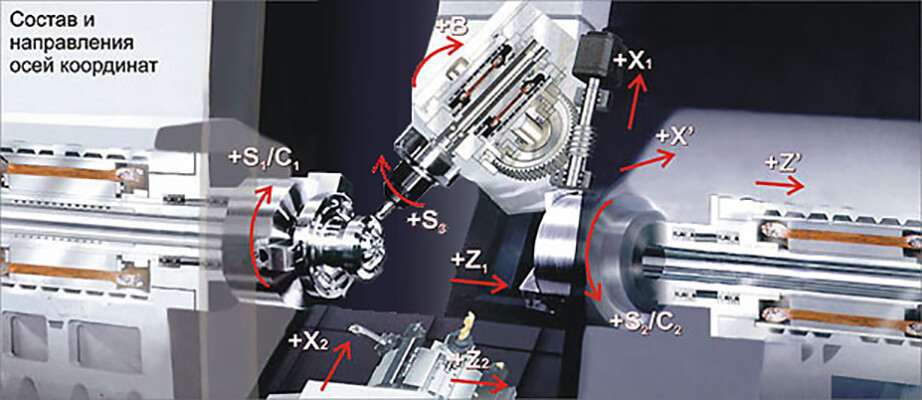
Моделирование работы станка
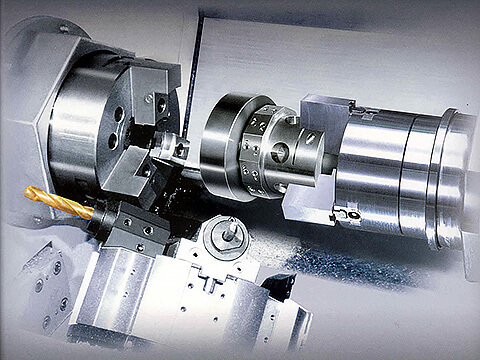
Комплексная обработка деталей со всех сторон благодаря возможности автоматической передачи заготовки от первого
ко второму шпинделю.
ко второму шпинделю.
Техническая характеристика
| Наименование параметров | Данные |
| Наибольшие размеры обрабатываемой заготовки, мм: | |
| • диаметр (над станиной) | 660 |
| • диаметр (над суппортом) | 450 |
| • диаметр (револьверная головка) | 270 |
| • длина | 1250 |
| Бабка передняя: | |
| • передняя часть шпинделя пo DIN 55026 | А6 |
| • диаметр отверстия в шпинделе, мм | 45 |
| • наибольшее число оборотов шпинделя, об/мин | 6300 |
| • мощность двигателя (S1), кВт | 29 |
| Контршпиндель: | |
| • передняя часть шпинделя по DIN 55026 | А5 |
| • наибольшее число оборотов шпинделя, об/мин | 7000 |
| • мощность двигателя (S1), кВт | 24 |
| Токарно-сверлильно-фрезерный модуль: | |
| • мощность привода фрезерного шпинделя (100% ПВ), кВт | 16,8 |
| • наибольшее число оборотов фрезерного шпинделя, об/мин | 7000 |
| • наибольший крутящий момент на шпинделе (100% ПВ), Нм | 100 |
| • инструментальная система | HSK-A63 |
| • угол поворота по оси В, ° | ±115 |
| • наибольший крутящий момент при повороте по оси В, Нм | 1000 |
| • дискретность угла поворота по оси В, ° | 0,001 |
| • дискретность индексированного угла поворота по оси В, ° | 2,5 |
| • точность позиционирования (ось В зажата), ..." | ±4 |
| • повторяемость позиционирования (ось В зажата), ..." | ±1,5 |
| • точность позиционирования (ось В разжата ), ..." | ±8 |
| • удерживающий крутящий момент при останове по оси В, Нм | |
| - ось В зажата | 1300 |
| - ось В индексирована и зажата | 3500 |
| • время поворота на 90°, с | 0,8 |
| Система автоматической смены инструментов: | |
| • количество инструментов в магазине, шт. | 20 |
| • время смены инструмента, с | 3 |
| • количество инструментов револьверной головки, шт. | 8 |
| Перемещение по осям: | |
| • перемещение линейное, мм: | |
| - X1 / Y / Z1(токарно-сверлильно-фрезерный модуль) | 530 / 160 /1330 |
| - Х2 / Z2 (револьверная головка) | 160 / 1285 |
| • скорость быстрых перемещений по осям: | |
| - X1, Y, Z1 (токарно-сврлильно-фрезерный модуль), м/мин | 40 |
| - Х2/Z2 (револьверная головка), м/мин | 30/40 |
| - С1, С2, об/мин | 400 |
| - В, об/мин | 40 |
| Точность позиционирования по линейным координатам, мкм | |
| • точность позиционирования | 4 |
| • повторяемость позиционирования | 2 |
| УЧПУ | |
| • тип | Sinumeric 840D |
| • виды интерполяции | линейная, круговая, винтовая |
| • дискретность задания перемещений по осям: | |
| - линейным, мм | 0,0001 |
| - круговым, ...° | 0,001 |
Главная / Продукция / Действующие проекты / Интегрированный центр модель ТФЦ 600
Copyright © ОАО НИПТИ «Микрон», 2015. Все права защищены.
Интегрированный центр модель ТФЦ 600